LAB TESTING
Fostoria prides itself on their state of the art lab facility in Johnson City, TN. Our lab has the capability of testing almost any process heating application. Testing is one of the critical steps in developing a proper heating method and design for the process. Potential customers may not be familiar with the benefits of infrared or convection heat , and testing their product allows us to demonstrate the most effective heating method and design. Our diversity of heating emitters and test equipment enables us to test products using electric or gas infrared, high velocity hot air, convection heat (direct or indirect fired), or a combination IR/convection
|
|

Testing banks
|
|
Critical production information is required before we can begin the testing process, including most or all of the following:
Depending on the process, additional information may be needed to assure testing is performed correctly. |
The testing procedure at Fostoria begins with setting up the oven configuration, attaching thermo-couples in critical locations, running the tests to obtain necessary data, evaluating the results and submitting reports for customer review. At completion and after our assessment, we will prepare the material for return for customer evaluation. All shipping of material is the responsibility of the customer.
EXAMPLE: Heating door panels before adhesive is applied

Thermo-couple location
|

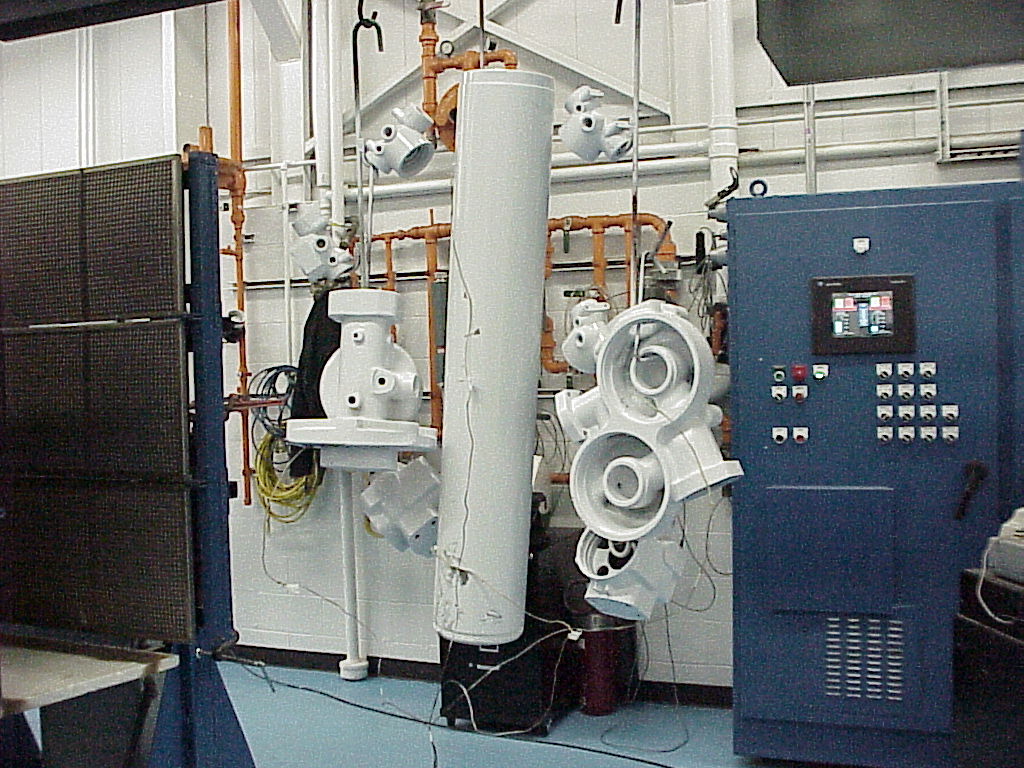
Test oven setup
|
This test oven was configured with top heat and with a radiometer for closed loop control. The product was placed on a tray and indexed into the oven chamber. The oven was energized for 70 seconds, to match the production rate while heating the part to a required 195⁰ F. After the process was completed, the tray automatically indexed out. The temperature curve to the left shows the thermocouple temperature and the radiometer read out. These readings may be slightly different depending on the reflection of the infrared. The temperature curve and part samples were then submitted to the customer for evaluation.
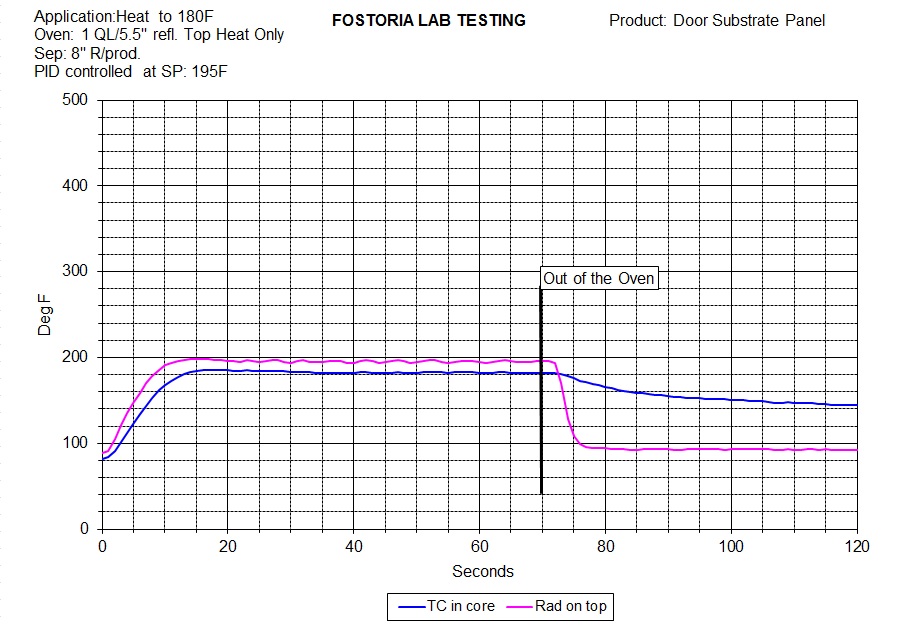
Temperature Curve
|

|
|
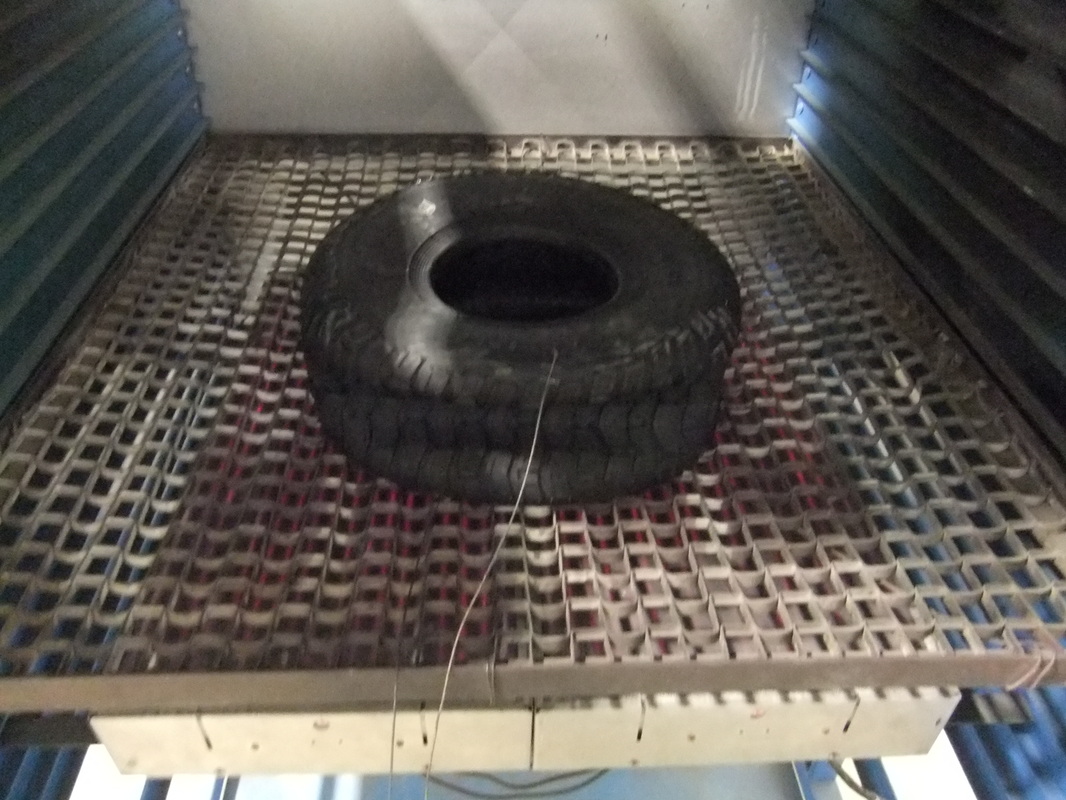
This oven test simulated preheating tires to help with the eventual installation of the tire on the rim. The thermo-couple was inserted into the rubber. The test setup was performed in Fostoria’s modular test oven. This equipment allows us to use a number of trays to simulate various conveyor belt types. The oven also allows us to position the heat banks and trays at different levels to simulate actual production.
|

|
This is an example of a powder boosting application on cast iron parts. This test set up used gas catalytic infrared portable banks. The goal was to raise the part temperature as quickly as possible to assist with the final cure process. The heat banks were 20” from bank to bank, with a 36” height.
|
|