THERMOFORMING SYSTEMS:
Fostoria Thermoforming Systems have greatly expanded in recent years. We have developed a wide variety of equipment and have partnered with suppliers to offer a full turnkey solution for thermoforming applications. This equipment is typically used by Tier One suppliers in the automotive industry, or for thermoforming in markets such as aircraft components and office wall panels.
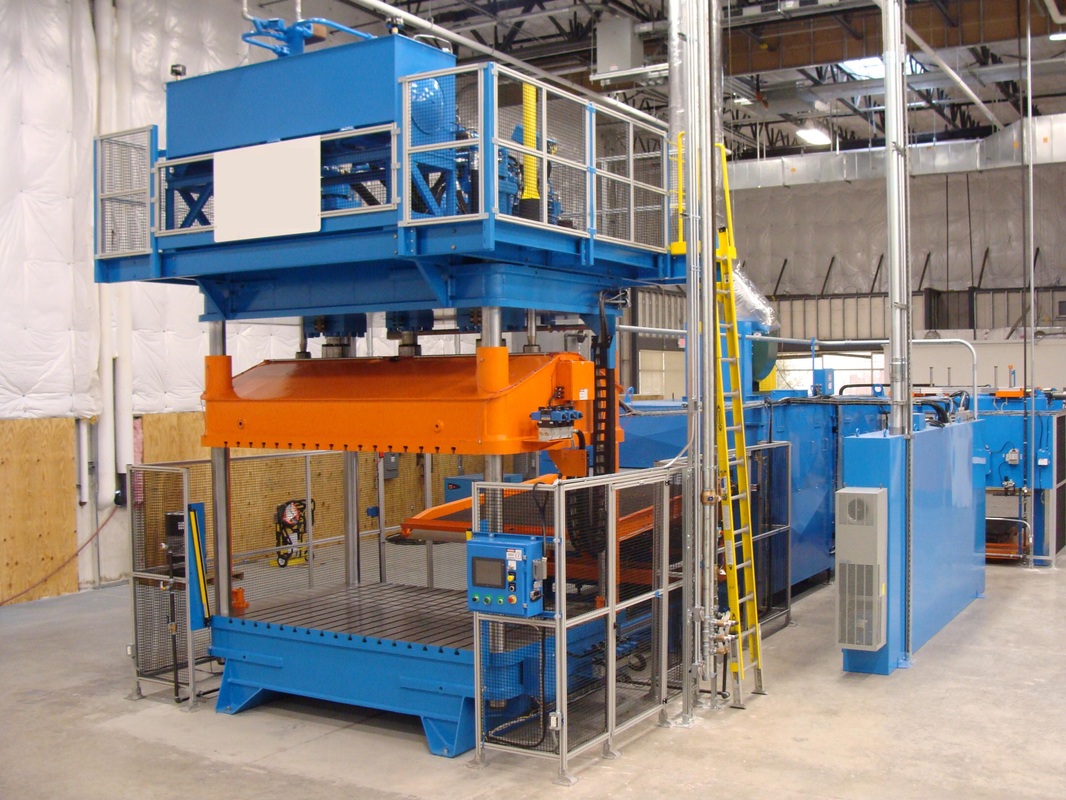
Complete thermoforming line including auto load, oven, and press system.
|

View of auto loader
|
|
Example of a Thermoforming System
This design allows for the product to be auto loaded onto the oven conveyor belt. The product indexes into a two station infrared oven with moldable zones for precise heating. It may not always be necessary to have a two station oven. One or two stations are determined by time cycle and product temperature requirements. Once the product has been heated, it moves onto a transfer conveyor and into the press. The transfer conveyor eliminates the need for operators to handle the hot part, and assists in decreasing the cycle time. |
|

Vacuum forming oven system
|

Auto deposit transfer conveyor
|

Pull to length and cut system
|
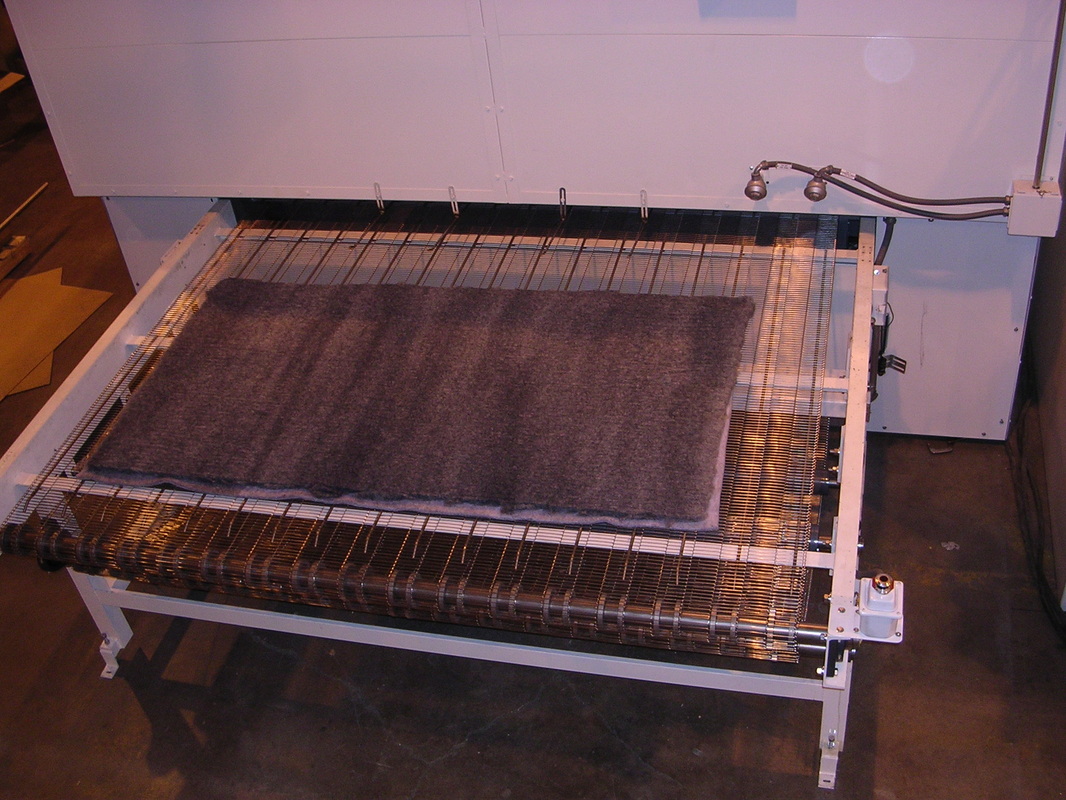
Example of a Vacuum Form System
This equipment is used to make automotive interior components. The equipment will take a roll good and process it through the complete line to make a final product. The material is pulled to length, cut, heated and deposited onto the tool. This equipment utilizes a PLC System for precise loading and heating of the material.
This equipment is used to make automotive interior components. The equipment will take a roll good and process it through the complete line to make a final product. The material is pulled to length, cut, heated and deposited onto the tool. This equipment utilizes a PLC System for precise loading and heating of the material.
|
Some applications have two different types of material which need to be heated at different temperatures. Depending on the type of material, it also may require two types of processes. This application has high velocity hot air on the top level and IR on the bottom level. The material is loaded and unloaded manually from the front of the oven. After the heat cycle is completed, the top level part is automatically deposited onto the bottom level part and the operators then transfer both parts to the press.
|
|
|
This oven was designed utilizing high velocity air with top and bottom air impingement. It processes a part with three levels of material. The center level does not allow air to move through it, so it required air impingement from both sides. The part can be manually or automatically loaded from the front side. On the exit end of the oven, the operator receives the part from the conveyor and transfers the part to the press.
|

|
|

Inside of the oven
|

Three level part
|

Unloading side of oven
|